ENERGY PERFORMANCE ASSESSMENT FOR EQUIPMENT B AND UTILITY SYSTEMS
(CHAPTER-16:ENERGY PERFORMANCE ASSESSMENT OF PULP & PAPER INDUSTRY)
Introduction
Paper is produced from cellulose pulp fibers, derived from wood, rags, agricultural residues like bagasse and wheat straw or from waste paper after drying on a battery of steam heated dryers. Paper is a versatile material and finds many uses in our daily life. Traditionally the most common use of paper is for writing and printing, but it also finds various applications as a packaging material, and for large number of industrial and construction processes.
Historically the first use of paper is recorded in ancient Egypt civilisation as a thin paper-like material made from the pith of the papyrus plant, a wetland sedge, grown in the Nile Delta of Egypt. The name paper has therefore originated from the word papyrus. However, the development of pulp and paper making process dates back to 105 AD in China. Over the years, process and technology for paper manufacture has progressed steadily and today in the modern world, paper has linked with cultural and industrial developments. The per capita consumption of paper is often considered as a yardstick of development. The per capita consumption of India stands at only 10.8 kg as against 42 kg in China, 22 kg in Indonesia, 25 kg in Malaysia and 312 kg in the US. This is expected to change in future due to increasing literacy and gradual westernised life style adopted by the Indian populace. The global paper production recorded in 2013 was 403 million tonnes (399 million tonnes in 2012) and the distribution of its production among the different regions is shown in Figure 16.1. Asia, accounts for 45 per cent (182 million tonnes) of paper production and is by far the largest paper producer. Europe (106 million tonnes) and North America (85 million tonnes) are also significant producers. The annual production of paper by leading paper producing countries is shown in Figure 16.2. China is the largest producer of paper with 105 million tons, followed by USA at 74 million tons. India with 13.5 million tons production is ranked 8" largest producer.


Pulp and Paper Manufacturing Processes
The pulp and paper manufacturing can be divided into two major operations. -
Pulp mill- It includes raw material preparation (chippers, chip screen, depither etc.), digesters, Brown stock washers, screening and centricleaning, bleach plant and chemical recovery systems for wood and agro based pulp mills. For waste paper based mills the pulp fiber line includes hydrapulper, pulp cleaning systems, deinking and bleaching etc.
Stock preparation, paper machine and finishing house- including refining, addition of fillers and additives, paper machines for production of paper / paperboard & newsprint and finishing house to produce paper rolls and sheets ready for distribution.The auxiliary operations linked with pulp and paper making include effluent treatment plant, water treatment, power house (boilers and turbines) and other chemical plants like chlorine dioxide and oxygen generation plants etc.
In India, paper mills use diverse raw materials such as wood, agro residues and waste paper. The hardwoods used by the mills are eucalyptus popular, casurina, subabul etc., while the agro residues are wheat straw, bagasse and other annual plants or grasses which are suitable for pulp and paper making. The cellulose fibres in these raw materials are released by chemical pulping actions under strong alkaline conditions at high temperature and pressure, by selectively destroying the chemical bonds between the glue-like substance (lignin) that binds the fibres together. After pulping, the pulp is washed to remove spent chemicals and dissolved lignin in the brown stock washers. The spent pulping liquor separated as filtrate from brown stock washers is concentrated in evaporators and incinerated in specially designed recovery boiler to recover the inorganic chemicals and utilise the heat generated from combustion of organic components as steam for power generation. The washed pulp separated in the brown stock washers is processed further for paper making. The impurities in the pulp such as the foreign materials (sand, dirt etc.) and uncooked/partially cooked fibre bundles are removed from the pulp using screening and centrifugal cleaning equipment. The cleaned pulp is bleached to improve its brightness. Almost 95-97% lignin is removed during pulping and further delignification is continued in bleach plant under milder conditions to reduce cellulose fibre degradation by using milder bleaching chemicals. The bleached pulp produced from wood and agro residues is termed as virgin pulp and is stored in storage towers for paper making. Waste paper is also processed to produce the recycled fibre pulp by using hydrapulpers to disperse the fibers in slurry. The pulp is processed to remove the impurities from the recycled pulp by using different types of centrifugal cleaners and screens. In order to improve brightness of the recycled fibre pulp, it is subjected to deinking and bleaching operations. In the stock preparation stage, the fibres are subjected to mechanical treatment in refiners. The fibresare refined to make them more conformable by opening up the fibrils from the surface. Fibrillation is an important process operation which makes the fibres suitable for paper making and to obtain the desired paper properties by increasing surface area and entanglement between fibres. At the paper making stage, dyes, strength building resins, or texture adding filler materials may be mixed in the pulp, depending on its intended end product use. For paper making the pulp mixture is dewatered, leaving the fibrous constituents and pulp additives on a wire or wire-mesh conveyor. Additional additives are applied depending on requirement after the sheet-making step. The fibres bond together as they are consolidated through a series of presses and dryers. The final paper product is usually spooled on large rolls for storage. In the finishing house paper is rolled and cut into desired roll sizes or sheets as per customer requirement. The layout of a typical wood based mill is shown in Figure 16.3 and details of major processes for production of pulp and paper are discussed briefly below.
Pulping Process
The pulping of the raw material is performed to liberate the cellulose fibres from the raw material matrix by mechanical, chemical and semi chemical pulping methods. Chemical pulping processes are predominantly used by Indian mills using wood and agro based raw materials.

Layout of Typical Wood Based Integrated Pulp and Paper Mill
Two types of digesters used for pulping are, batch and continuous digesters. The chips are fed into digesters along with chemicals (NaOH and Na,S) and digested at high pressure and temperature (7-8 kg/cm2 and 160-165°C). During pulping, fibres are separated and lignin and other organic/inorganic materials are dissolved. Figure16.4(a&b) illustrate the schematic diagram of batch and continuous digesters.



Extended Delignification
To control bleach chemical cost, it has always made good sense in the production of bleachable grade pulps to de-lignify the raw material as much as possible during cooking, and thereby minimize the amount of residual delignification required during bleaching stage. More recently, with attention focused on reducing the discharge of chlorinated organic compounds from bleach plants, the need to de-lignify pulp more completely prior to conventional bleaching has become essential. Today with the use of extended delignification, it is possible to obtain pulps with kappa number as low as 12- 15 compared to the conventional pulps with kappa number 20-30. Low kappa number of the pulp signifies higher de-lignification in the pulp.
Modern batch digesters are upgraded with Rapid Displacement Heat (RDH) batch cooking or Super batch cooking systems to obtain pulp of high quality with improved energy efficiency. The operations in a modified pulping systems are chip filling, filling of warm impregnation liquor, hot liquor filling for heating and cooking by displacement of warm impregnation liquor, heating and cooking by recirculation of hot liquor using small amount of steam in heat exchanger and finally displacement of the hot spent liquor with cool liquor by pumping into the bottom of the digester on achieving the desired delignification. Displacement of hot liquor from digester reduces the temperature of the pulp below 100° C.
Oxygen delignification (ODL) is also one of the methods used for reducing the lignin content of pulp before conventional bleaching. In modern pulp mills, the digesters equipped with extended delignification (i.e., RDH/super batch pulping) are followed by ODL to obtain low kappa pulps and in these mills the bleach chemical demand is significantly reduced. Although technically independent, the oxygen delignification stage is compatible with the kraft recovery process because its caustic effluent can be added to black liquor and processed through the recovery furnace. In India most of the large wood based mills have oxygen delignification stage prior to bleaching stage.
Bleaching
In order to obtain the white bleached pulp, unbleached pulp is treated with bleaching chemicals like chlorine, chlorine dioxide, hydrogen peroxide, oxygen and ozone etc. Modern bleaching involves continuous sequence of process stages utilizing different chemicals and conditions in each stage, usually with washing provided in between stages. Since elemental chlorine is known to be a major contributor of chlorinated organic compounds (also known as “adsorbable organic halides” or AOX) to the environment, therefore as a Corporate Social Responsibility there has been gradual decline in use of elemental chlorine and increase in substitution / partial substitution of chlorine by chlorine dioxide, known as Elemental Chlorine Free (ECF) bleaching.
Bleaching is achieved through a continuous sequence of process stages utilizing different chemicals and conditions in each stage, usually with washing between stages. The conventional symbols for various bleaching stages are given in Table
Symbols for various bleaching sequences

The common sequences employed in Indian pulp and paper mills are CEPHH, CEDED, (C+D)(E,) DED (in this sequence dioxide is added sequentially to the chlorination stage and oxygen utilized in the extraction stage), D/Eo)DED or D(EoP)DED.
Chemical Recovery
The filtrate containing spent pulping chemicals, generated from pulp washers is processed in the recovery section to recycle cooking chemicals for pulping and to utilize energy from the incineration of organic residuals. This leads to minimization of air and water pollution from pulp mill. The steps involved in chemical recovery operation, starting with generation of “weak black liquor” from the brown stock washers, are as follows.
¢ Concentration of the spent weak black liquor in multiple effect evaporators to form "strong black liquor" (45-50% solids) and further concentration to form "heavy black liquor" (60-70% solids).
¢ Salt cake addition to make up soda loss.
¢ Incineration of liquor in the recovery furnace.
¢ Dissolution of smelt from the furnace to form green liquor.
¢ Causticiziation of green liquor with lime to form white liquor.
¢ Burning of lime mud in lime kiln to recover lime.
A typical operating sequence of chemical recovery is illustrated in Figure 16.6. The concentration of black liquor is carried out in the Multiple-Effect Evaporators (MEE), which is a series of live steam or vapour heated bodies operated at different pressures to utilize the vapor from one evaporator body as the steam supply to the next body. Different designs of evaporators are used, but in all cases a main objective is to minimize fouling and scaling and achieve higher efficiency. In Indian mills the most common types of evaporator used are the long tube vertical (LTV) and the free flow falling-film (FFFF) design evaporator bodies. FFFF evaporators are more efficient.
Incineration of the heavy black liquor is performed in the recovery boiler furnace. The liquor droplets dry and partially pyrolysis before falling onto the char bed at the bottom of the furnace, where incomplete combustion in air deficient environment causes carbon and carbon monoxide to act as reducing agents and converts sulfate and thiosulfate to sulfide. The heat at the char bed is sufficient to melt the sodium salts, which then flow by gravity through water-cooled spouts to the smelt dissolving tanks where the smelt is converted into green liquor by addition of weak wash.
In the causticization operation the green liquor is reacted with lime (CaO) to form NaOH or white liquor. The white liquor is clarified to remove precipitated “lime mud” (CaCO,) for cooking. Auxiliary operations include washing of both the dregs and lime mud for soda recovery, and the calcining (“reburning’’) of lime mud to regenerate lime. The lime mud is converted to lime in the the lime kiln by calcining (or lime “reburning”’) for its reuse in the causticizing process.

Stock Preparation
Refining is the most important unit operation in stock preparation in which the fibers are subjected to mechanical action to develop their optimal paper making properties with respect to the product being made. During refining the amount of energy absorbed by the pulp is the major factor affecting the change in pulp properties; but the manner in which the work is carried out is also a significant determinant. Refining carried out at low intensity produces greater fibrillation, less cutting, and more satisfactory development of fiber properties. In other words, a gradual, step by step application of mechanical energy to the fibers provides the optimal treatment, in contrast to that produced by a more abrupt and concentrated application of the same amount of energy. Two major types of refiners used for stock preparation are disc refiners and conical refiners. Disc refiners are a more recent development, and are available in a wide variety of designs and disc patterns. Efficient refining requires control of refining conditions, selection of right equipment and its configuration etc., which results in energy efficiency during refining.
A wide variety of mineral and chemical agents are added to the stock, either to impart specific properties to the paper or to facilitate the paper making process. The fibrous and non-fibrous furnish components are blended to form the paper making stock. Various wet end additives are added to achieve desirable brightness, opacity, wet strength, colour and shade.
Paper Machine
In paper machine the refined pulp stock is converted into a wet web from the pulp suspension which is further dried to get the paper or paper board. Today high speed machines are available to produce upto 8 to 10 meter wide web of paper at speed above 1200 m/min. Mills use variety of machines running on Mono Glazed (MG) cylinder, Fourdrinier, twin wire and duo-former technologies. In terms of energy utilization in paper machine, removal of moisture from the paper web by vacuum dewatering and press drying in steam heated dryers are the major areas which require extensive energy input. For higher energy efficiency and energy cost reduction it is desired that maximum possible moisture removal should be achieved in these steps by following best practices and modern technologies. A basic fourdrinier type machine, common in Indian mills is shown in Figure
In the fourdrinier table or wire part, the paper web is formed by removal of water and the paper web with dryness upto 22% can be obtained by proper operation of various drainage elements in the wire part.
The wet web is pressed to remove moisture from the paper sheet by mechanical action between the press nips. Pressing operation is considered an extension of the water-removal process that starts on the wire. It is far more economical to remove water by mechanical means than by evaporation, so the papermaker always looks for means to improve pressing efficiency and reduce the evaporative load in the subsequent dryer section. Modern machines are equipped with shoe press which facilitates extended nip dwell time due to its special design. This ensures high performance even at a high machine speed. The machine rebuilds with shoe press in a large number of machines have reported significant energy saving due to high moisture removal leading to steam saving in the dryers.
After pressing, the sheet is passed through the dryer section where the residual water is removed by evaporation on a series of large diameter, rotating, steam-filled cylinders. The dryer section is most costly to operate because of high energy consumption in drying.
The steam economy of the paper dryers is mostly affected due to the steam/condensate and air handling systems. The dryer fabrics also play vital role in energy efficiency. In modern paper machines synthetic fabrics with permeable construction are used to provide ventilation by freely carrying air into and out of the pockets between dryers.
Air has important role in paper drying process, therefore the dryer hood arrangement is also important for water evaporation. In general 3.5 to 10 kg air is utilized for each kg of water evaporated in the dryer section depending on the type of hood arrangement. All modern machines are equipped with hoods having heat recovery system to recover heat from the hot, humid exhaust air into the fresh, ambient supply air.
Proper control and optimization of the paper making operations such as approach flow systems, head box, drainage elements on the wire, forming fabric, type and layout of presses, dryer condensate removal, pocket ventilation and hoods etc, contribute significantly towards product quality and energy savings.
Energy Consumption Pattern
Energy is an essential input and a major cost driver in paper manufacturing. Energy constitutes 20- 30% of the cost of manufacturing and it is the only cost variable which can be controlled to make paper industry cost competitive. Figure 16.8 illustrates the % cost break-up in a wood based mill producing writing printing paper.

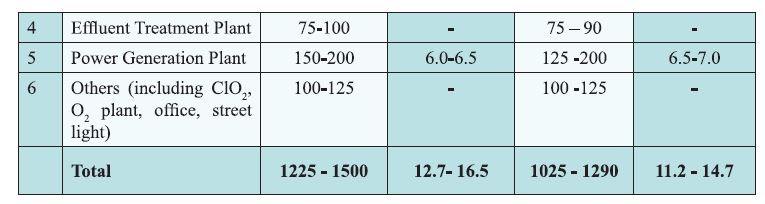
Table Section-wise Energy Consumption in an Integrated Wood/Agro Based Mill Using Conventional Recovery System and the Integrated Agro Based Mill using Non-Conventional Recovery System. (Source: CPPRI)










































.png)

