GENERAL_ASPECTS_OF_ENERGY_MANAGEMENT_AND_ENERGY_AUDIT
(CHAPTER 6:ENERGY ACTION PLANNING)
Introduction
Most organisations will have an energy audit conducted by an independent audit firm and then implement few of the findings to reduce the energy consumption. Subsequently they may not make any further effort for several years till the next energy audit. In contrast, organisations which have established an energy action plan make continual effort to monitor and improve the energy efficiency and energy productivity. These organisations have integrated energy management with existing management techniques and have permanent focus on energy consumption reduction and energy cost control Planning is one of the most important components of the energy management program, and for many technical people it is the least desirable. It has two major functions in the program. First, a good plan can be a shield from disruptions. Second, by scheduling events throughout the year, continuous emphasis can be applied to the energy management program, and this will play a major role in keeping the program active. Such events can be in the form of training programs, audits, planning sessions, demonstrations, research projects, lectures, etc.
Deevveellopoipngi n objejeccttii ves, strategie1 s, rporgogrraamsm s and an actioi on items constitutes strategic planning for the energy management program. It provides the basis for resources such as funding and personnel for implementation. It incorporates energy action planning into overall strategic planning by the organization, and hence it legitimizes the program at top management level.
The various steps in energy action planning (Figure :6.1) are: i
1.Top Management Commitment and Support
2.Assessing Energy Profile and Establishing Baseline
3.Energy Policy and Planning
4. Implementation
5.Evaluating Energy Performance
6. Recognizing Achievements

Another effective way to motivate employees is through recognition. The employees are committed,if they are involved personally in setting realistic, but challenging targets. Energy conservation goals must be decided by the operating department and not be dictated by senior management. Healthy competition between departments and plants must be encouraged to motivate them to set the goals higher and to work harder to achieve them. A documented program by each department and every plant on how they plan to attain their goals should accompany these goals. The program will contain activities and assigned responsibilities that will lead to reaching the goals.
If possible, energy management activities can be made a part of each supervisor’s performance or job standards. Another potential area for motivating employees to generate creative ideas in saving energy is rewards, either as cash awards or certificates. The other aspect concerns purchasing energy-efficient equipment. The purchase department should be aware of and use the concept of “life-cycle” costing. In deciding which equipment to buy, the purchasing manager should consider the annual savings that can result from purchasing more efficient equipment versus the higher cost of the equipment.


While the energy manager /energy management coordinator may be a full-time position, the committee is likely to operate part-time, being called upon as necessary. In a multi-plant or multidivisional organization, the committee may also be full time.
The frequency of committee meetings depend on the importance of energy costs in the overall cost structure of the company and what projects are in progress at that time. Normally a monthly meeting is usual, so that monthly production and energy consumptions may be reviewed regularly by the committee. This review would include a comparison of actual performance against previously set targets and budget figures, as well as against previous months. Other items for the agenda should be a review of the status of energy conservation projects under implementation or planned.
Having a committee can encourage communications and the sharing of ideas among various departments (and even other plants) throughout the company. It can serve to obtain agreements on energy conservation projects, which affect more than one department. It can provide a stronger voice to the top management than a single energy manager normally could.
Assessing Energy Profile and Establishing Baseline
Before trying to make out any future programs or action plans, it is essential for the company or factory management to understand the current and past energy situation or the organisation.
Energy Data Collection and Management
The first step is to find out how, when, where energy is being used. This information is necessary for establishing baselines and managing energy use.
a) Collect data
The data must be complete and accurate as it would be used for analysis and setting goals. The current data for energy consumption can be obtained by measurements, calculations or estimation.
The level and scope of data collection will vary from organisation to organisation. The sources of data are normally utility bills and sub-meters on individual processes, if available.
All sources of energy (electricity, steam, oil, natural gas, waste fuels), purchased or generated on-site must be accounted in physical units (kWh, kg of steam, etc.) and on cost basis.
Atleast two years of data must be assembled and summarized monthly. More recent data must be used if available.
b) Track data
Along with data, non-energy related data for all facilities and operations such as building size, production, operating hours etc. have to be collected. This will also help in establishing Energy Performance Indicators (EPI).
c) Normalize data
The energy use of facilities varies widely for reasons other than energy efficiency of equipment and operations. These factors may include season, occupancy, raw material quality or other operating characteristics. Normalization is the process of removing the impact of other factors on energy use so that energy performance of facilities and operations can be compared.
For industrial facilities, normalization factors include inputs, product type, output, production process etc.
For commercial buildings, common normalization factors include, climate zone, building area, energy choice, cost of energy, occupancy levels, hours of operation etc.
d) Establish Baseline
The purpose of baseline is to determine reference point from which to measure progress.
- Establish energy baseline considering a minimum of 12 months of data. A baseline considering
average for past two to three years is more desirable.
- Identify Energy Performance Indicators (e.g. kcal/ton, kcal/kWh, total energy cost/ton)
- Publish and share the baseline with managers and other key stakeholders in the organisation.
e) Analyse energy use pattern and trends
Analysing data to determine energy use and trends can help to better understand factors that affect energy performance and identify steps for reducing energy consumption.
- Based on energy use data, identify facilities, equipment, systems, and processes of the organisation that significantly affect energy use. The significant energy consumption is that which accounts for a high proportion of the total energy consumption of the organisation
- Determine the current performance of facilities, equipment, systems, and processes related to the identified significant energy uses.
The data can be analysed through quantitative or qualitative reviews:
Quantitative Review
- Identify energy consumption peaks and valleys and determine how they relate to key operations or events
- Compare the performance data of similar facilities
Qualitative Review
- Conduct interviews and seek informed opinions from colleagues, lessons learned, system-specific information through in-house audits and surveys
- Review policies and operating procedures to determine impact of energy use
The future trend of energy supply-demand balance is estimated based on analysis and projection of historical data. The data on future trend would also be a basis of the program of good Energy Management
The energy profile shall be updated at defined intervals and in response to major changes in facilities, equipment, systems, or processes.
Conducting Energy Audit
Determining the organization’s baseline energy use and energy performance is only a starting point. Subsequently, the operating performance of facility systems and equipment is more comprehensively evaluated and accurate baseline is determined by conducting a detailed energy audit. Energy audit should cover all energy using systems, processes and equipment. Energy audit is conducted by energy auditor to evaluate the actual performance against desired performance or best available technology.
The differences indicate the potential for actual savings. The energy audit report is prepared on completion of energy audit containing detailed summary of actual steps that can be taken to reduce energy use. The report should contain recommended actions ranging from simple adjustments in operation to complete equipment replacement. Estimate of investments for completing actions should also be included.
Energy Policy and Planning
Good planning is a basis and starting point of effective energy action planning. The basis for policy and planning is based on the premise - Strategic goals are only achieved if driven by day-to-day actions.
The various components of planning are:
- Developing an energy policy.
- Setting objectives and targets.
- Preparing detailed action plans.
- Allocating management resources.
- Utilizing various management techniques (5S, TPM, TQM, Kaizen, ISO 50001) for effective implementation.
Develop an Energy Policy
Energy policy provides the foundation for setting performance goals and integrating energy management into an organisation’s culture and operations. It is a well-established fact that a formal written energy policy acts both as:
¢ A public expression of an organisation's commitment to energy management
¢ A working document to guide energy management practices and provides continuity.
It is in the company’s best interest that support for energy management is expressed in a formal written declaration of commitment accompanied by a set of stated objectives, an action plan for achieving them, and clear specifications of responsibilities.
Actual drafting of energy policy will depend on an organisation's corporate culture and management style. The policy will get wider acceptance if all the concerned parties have been given the opportunity to contribute to its formulation. All departmental representatives should be invited to make submissions when the policy is first formulated and again when it is reviewed. After the policy is drafted, it should be formally adopted and ratified by the head of the organisation.
The format of the energy policy statement is various, but it usually includes the goal or objective of the company and the more concrete targets in the field of Energy Management (or Energy Conservation). It often shows the major measures and timetables. The statement shall match the company’s mission statement or overall management strategy plan.

Create Action Plans
Action Plans are basically Energy Management Programs established to ensure that organisation achieves its goals and targets. The energy management programs should detail how the organisation plans to improve energy efficiency and should contain a description of the tasks and resources required for their implementation. To avoid duplication of resources, action plans should be incorporated into normal business operations.
Steps in creating action plans
a) Evaluate energy audit reports and identify gaps between current and desired performance (goals/targets)
b) Identify and list activities need to reach desired performance from current performance for each action plan
c) List resources and time required for reaching the goals/targets
d) Designate overall responsibility for each action plan
e) Facilitate budget negotiations and confirm budget availability for each action plan
Action plans should be communicated to relevant departments as it may involve roles and contribution from various departments such as utility management, operations management, human resources, purchase, engineering, environment, health and safety etc.
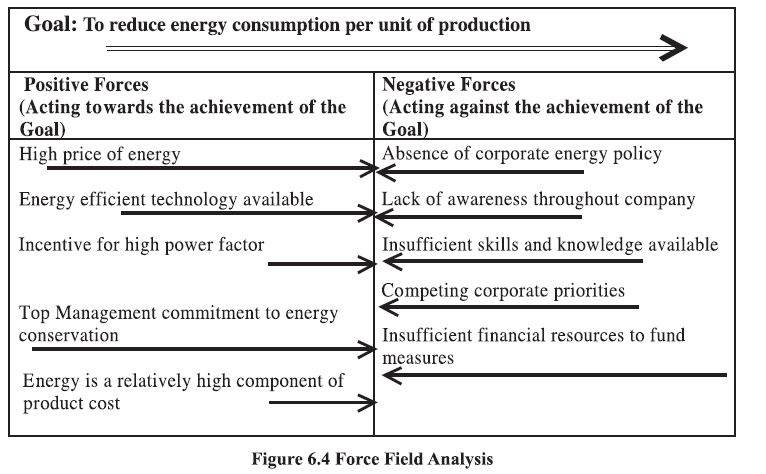
Force Field Analysis
Before creating the action plan, it can be a useful exercise to clarify the goal to be achieved, and to assess what barriers must be overcome and what influences exist in the organisation that works owards the achievement of the goal. These barriers and influences can be thought of as negative and positive forces respectively. Force field analysis is a smile tool that can be used to gain additional insight about the change process to be pursued. The steps involved in force field analysis are:State the organisational goal and indicate the direction (say, left to right) that signifies moving towards the goal: for example, the goal might be “improve energy efficiency in the assembly plant” or “reduceenergy consumption in the facility for current occupancy levels” Identify barriers that tend to work against the achievement of the goal: these may be internal to the organisation (for example, a lack of expertise related to energy management) or external (for example, energy rate structures or government regulation). Identify positive influences or forces that tend to work towards achievement of the goal; these may also be internal or external.
Estimate the relative strength of the negative and positive forces (for simplicity, we may want to identify them as low, medium and high strength) Prioritize those forces that can be strengthened or weakened through the action plan with the greatest effect on achieving the goal (Tips: It is usually more effective to attempt to minimize negative forces than to try to strengthen forces that are already positive). A typical force field analysis chart is shown in Figure 6.4.
Implementation
The energy manager / committee established in the planning step shall ensure smooth implementation of the program. People can make or break an energy program. Gaining the support and cooperation of key people at different levels within an organisation 1s an important factor in successful implementation of the action plans. Reaching the goals depends on the awareness, commitment and capability of the personnel who will implement the activities listed in the action plans. For effective implementation, the following need to be considered:
Communication
Create communication plan: Develop targeted information for key employees about the energy management program i.e. organisation energy performance, current energy use and trends, financial benefits of improved performance.
Communication should raise general awareness, commitment and participation at all levels within the organisation so as to build support at all levels of the organisation for energy management initiatives and goals. Employees are encouraged to make suggestions for improvement.
Raising General Awareness: Most employees will not be aware of how their daily actions and activities at work affect energy use and impact the environment. Increasing awareness can be an effective way to gain greater support for energy management initiatives.
For new employees, basic information on energy use should be provided during orientation program. Improving Facility Energy Awareness: Even individuals working in or managing a facility may have little understanding of the facility energy performance. For awareness programs, the following information may be imparted:
- Energy use statistics (overall energy costs, operating cost of equipment etc.)
- Energy use of equipment (energy performance of equipment or processes)
The different methods of communication include informal dialogue, regular work group meetings, posters, newsletters, bulletin boards and intranet sites.
Training
Training is the key to sustain energy conservation. It is the management responsibility to ensure that technical and operating personnel are trained to operate the equipment safely and efficiently. Effective training is not accomplished in a single session that once completed, may be quickly forgotten. Training must be continuous to help not only to inform but also to change attitudes.
Top management must give proper support to its Energy Committee, and to the Energy Manager in the form of training. Training allows the staff to explore new ideas, interact with experts and with other trainee participants, and feel more comfortable with the role they must fulfil. In turn, trained technical and management staff should be encouraged to provide in-house training to operators and lower level technical staff.
Staff training is the primary tool by which awareness is generated and knowledge is transmitted. As part of the Energy Management program, management needs to address two major areas for employee training:
(1) To develop new skills in technologies (in-house or outside training)
(2) To adopt new attitudes towards energy wastage and reduction of waste.
The introduction of new technologies, process equipment, operating and maintenance procedures and energy documentation methods require training at many levels. There is a need to train new as well as experienced personnel in energy efficient operation of company facilities. The need for training in each should be reviewed periodically to assure that all new personnel are properly trained and skills of existing personnel are refreshed.
Use of knowledge and Information System
Computer based information system provide an excellent means of sharing information on best practices, technologies and operational manuals and guidance in the field of energy management. These systems can vary from complex knowledge based database to simple intranet site. They are centralized for easy accessibility within an organisation.
Awareness and Motivation
Top management or energy manager should determine strategies on how to motivate their staff so that they are encouraged to give cooperation in energy savings taking into account environmental impact, depleting natural resources and increasing energy price. Motivation of people to save energy is a challenging job of the energy manager. It is an opportunity for energy manager to be accepted by the top management if he/she is successful.
Building morale and encouragement
¢ Ask staff what they think or know about energy losses and how to reduce them
¢ Agree on objective, target and results of energy audit
¢ Give incentives, rewards to any responses
Good practices for building awareness and motivation
¢ Top management gives strong attention to energy conservation, sets up and announces energy conservation policy
¢ Top management support energy conservation team and activities
¢ Top management gives incentives, rewards or recognition to individual or team who succeed in energy conservation projects
¢ Follow up the projects and announce results of energy conservation to all employees
¢ Try to get participation from all the people concerned in every steps 1.e. suggestion, making decision,implementation, follow up and evaluation¢ Inform all the key staff of the organization about energy losses and convince them the benefit of energy savings. This would draw attention of the remaining staff to participate
¢ Working group consisting of representatives from each division would encourage and support their staff to implement energy saving measures
e At the end of every month there would be an evaluation of energy consumption and energy saved in comparison with that of the past
¢ Organize in house training by utilizing inside and outside qualified speakers
¢ Organize energy conservation week once a year with various activities e.g., seminars, exhibitions, contests etc.
Evaluating Energy Performance
Tracking and monitoring
Energy Action Plans are tracked on a periodic basis for meeting goals and targets. The actual energy use 1s compared with expected consumption to spot deviations. Accordingly, appropriate responses are planned. For effective monitoring, metering and sub-metering have to be introduced. The measured results are shared with the entire organization. This disclosure is expected to further promote consciousness for improved energy efficiency through healthy competition among various departments.
Information System - Designing
Information system can be used for effective and current tracking. A system for tracking performance can range from a simple spreadsheet to detailed databases and IT system. In developing an appropriate tracking system, the following features may be considered:
1.Design of tracking system will depend upon the level and scope of information to be tracked and frequency of data collection (daily or weekly or monthly)
2.Tracking system must be easy to use, update and maintain
3.Tracking system must be used to communicate energy performance to all parts of the organization to motivate change
4.Formats must be developed so that they are understandable across the ogranisation; good tracking system should make reporting easy
Evaluate Progress in meeting goals and targets
It is a more formal review of both energy use data and assessing achievement against the set goals and targets. It is the process of comparing overall energy performance, especially goals against the established baselines for assessing energy and cost savings.
Review Action plans
After reviewing the overall energy performance data, it is time to introspect on what worked well and what did not, in order to identify the best practices. The next step is to understand the factors affecting the results as well as benefits of improved energy performance. Periodic review of energy management initiatives will help energy managers to:
1.Measure the effectiveness of projects and programs implemented
2.Make informed decision about future energy projects
3.Reward individuals and team for accomplishments
4.Document additional savings opportunities as well as non-quantifiable benefits
After one cycle of program is completed, the report should be prepared and submitted to the top senior) management. The results shall be assessed and analyzed and the lesson learned shall be utilized as a feedback in the subsequent plans/programs. Thus, the activities are repeated to form a cyclic movement.
Recognize Achievements
Providing recognition to those who helped the organisation achieve the results motivates the staff and employees and brings positive exposure to the energy management programs.
a) Internal Recognition
Key steps in internal recognition are:
Recognition levels: the decision about who should receive recognition. Common recognition levels are
Individual — Acknowledges the contribution and accomplishment of specific people
Teams — Recognizes the achievement of teams, departments and other groups
Facility- Rewards the accomplishment or performance of entire facility
Recognition criteria: Criteria might include mention of achievement such as:
- Offered the best energy saving idea
- Achieved the highest energy use reduction
- Increased savings by quantified amount
Determine recognition type: There are a variety of ways to provide recognition and rewards. Forms of recognition can range from formal acknowledgements and certificates, to salary increases and cash bonuses, to simple forms of appreciation such as shields. Senior management should provide the recognition through formal means such as award ceremony.
b) External recognition
Recognition from a third party can provide validation for an organisation’s energy management program. It provides not only satisfaction to those involved in earning the recognition, but also enhances the organisational public image. The solid reputation contributes to organization’s competitive advantage by making it more attractive to customers, business lenders and other stakeholders. Getting a National Energy Conservation Award is an example of external recognition.
Management Tools for Effective Implementation
Development of human capacity is very important to generate new and innovative ideas in-house for promoting energy management. The companies should develop specific training modules related to energy efficiency and energy management as part of its HRD policy. This can be done by encouraging the plant personnel to participate in both internal and external training programs/workshops on these topics. The staff should be encouraged to publish achievements in energy management in both external and internal publications. Management tools covered in this part of chapter are 5S, Kaizen, Small Group Activities, TPM, TQM and ISO 50001.
5S
What is 5S?
5S, abbreviated from the Japanese words Seiri, Seiton, Seiso, Seiketsu, and Shitsuke, are simple but effective methods to organize the workplace. The 5S, translated into English are: housekeeping, workplace organization, cleanup, maintain cleanliness, and discipline. They can be defined as follows:
¢ Housekeeping. Separate needed items from unneeded items. Keep only what is immediately necessary item on the shop floor.
¢ Workplace Organization. Organize the workplace so that needed items can be easily and quickly accessed. A place for everything and everything in its place.
¢ Cleanup. Sweeping, washing, and cleaning everything around working area immediately.
¢ Cleanliness. Keep everything clean in a constant state of readiness.
¢ Discipline. Everyone understands, obeys, and practices the rules when in the plant.
Potential Benefits of 5S
Implementing 5S methods in the plant would help the company to reduce waste hidden in the plant, improve the levels of quality and safety, reduce the lead time and cost, and thus, Increase Company’s profit.
The potential benefits of 5S can be summarized by PQCDS:
PQCDS:
¢ P - Increase productivity.
¢ Q- Improve product quality.
¢ C - Reduce manufacturing costs.
¢ D- Ensure on-time delivery.
¢ S - Provide a safe working environment.
Implementation Procedure of 5S
Depending on company’s situation, the 5S can be implemented in different manners. However, many companies felt that the following PDCA procedure is quite effective:
1. Organize the program committee. (PLAN)
2.Develop a plan for each S. (PLAN)
3.Publicly announcement the start of the program. (PLAN)
4.Provide training and education to employees. (DO)
5.Select a day when everybody cleanups his/her own working area. (DO)
6.Select a day when everybody organizes his/her own workplace.(DO)
7.Evaluate the results of 5S. (CHECK)
8.Self-Examination and Take corrected actions. (ACTION)
The 5S can be successfully implemented following a generic PDCA (Plan -> Do -> Check -> Action) procedure. The relationship between 5S and PDCA can be depicted as in Figure 6.5.

Kaizen events
Kaizen events focuses on reducing various forms of wastes and often energy reduction result from projects that focus on an area or a process. For example, a project that was implemented to reduce colouring chemicals in a plastic industry resulted in small changes in plant layout and material flow to its use. This ended up in big reduction in amount of forklift travelled and fuel used in the forklift.
Kaizen events that are intentionally structured for reduction of energy as a primary outcome can be even more powerful. For example, managers have commissioned steam or compressed air leak reduction events where both detection and immediate correction by operators takes place on the spot. These events produce immediate returns and deliver very rapid savings to the operation. More importantly, when done properly, kaizen events really engage employees in such a way that they are enrolled in energy conservation efforts in the future.
How to implement Kaizen?
Step-1: Identification of a problem, i.e. waste, defect or something not working. The operator writes and describes the problem
Step-2: Operator later develops an improvement idea and goes to immediate supervisor
Step-3: Supervisor / Kaizen team members review it and encourage immediate action and fills up the Kaizen form
Step-4: The idea is implemented & checked.

What is TPM?
The goal of TPM 1s to build a robust organisation by maximizing production system efficiency (overall effectiveness).
¢ TPM addresses the entire production system lifecycle and builds a concrete, shop floor-based system to prevent all losses. It aims to eliminate all accidents, defects, and breakdowns.
¢ TPM involves all departments from production to development, sales, and administration.
¢ Everyone participates in TPM, from the top executive to shop floor employees.
¢ TPM achieves zero losses through overlapping team activities.
Six Big Losses That Lower Equipment Efficiency
Increased equipment operating efficiency reduces energy waste. When machines are optimally tuned to accomplish the desired work, energy inputs are minimum. TPM’s emphasis on equipment efficiency can lead to reduced costs, increased productivity, and fewer defects. TPM focuses on the six big losses that lead to equipment inefficiency:
1. Breakdowns
2. Setup and adjustment loss
3. Idling and minor stoppages
4. Reduced speed
5. Defects and rework
6. Start and yield loss
Eradicating the six big losses maximizes the productivity of equipment throughout its lifetime. With proper equipment and system maintenance, facilities can reduce manufacturing process defects and save an estimated 25 percent in energy costs.
Four strategies for integrating energy-reduction efforts into TPM to improve energy and equipment efficiency in any facility are:
¢ Integrate energy reduction opportunities into autonomous maintenance activities
¢ Train employees on how to identify energy wastes and how to increase equipment efficiency through maintenance and operations
¢ Conduct energy kaizen events to make equipment more efficient
¢ Build energy-efficiency best practices into systems for management of safety, health, and environmental issues
Autonomous Maintenance Improves Energy Efficiency
One distinctive aspect of TPM is autonomous maintenance. Autonomous maintenance refers to ongoing maintenance activities operators undertake on their own equipment. Typical activities include: (1) daily inspections, (2) lubrication, (3) parts replacement, (4) simple repairs, (5) abnormality detection, and (6) precision checks. Autonomous maintenance provides an opportunity to integrate process-level energy-reduction strategies into ongoing equipment maintenance.
Many simple energy efficiency best practices can be implemented without extensive analysis or effort.
Autonomous maintenance already captures a number of best practices, such as cleaning, proper lubrication, and standardized maintenance practices. Any facility can enhance TPM effectiveness by integrating energy-reduction best practices for specific types of processes into ongoing autonomous maintenance activities.
Checklists such as the Energy-Reduction Checklists for Combustion, Steam Generation, and Process Heating Systems to identify opportunities to decrease energy consumption while also increasing equipment efficiency.
Energy Reduction Checklists for Combustion, Steam Generation and Process Heating Systems
Combustion Systems
1.Operate furnaces and boilers at or close to design capacity
2.Reduce excess air used for combustion
3.Clean heat transfer surfaces
4.Reduce radiation losses from openings
5.Use proper furnace or boiler insulation to reduce wall heat losses
6.Adequately insulate air or water-cooled surfaces exposed to the furnace environment and steam lines leaving the boiler
7.Install air preheat or other heat recovery equipment
Steam Generation Systems
1.Improve water treatment to minimize boiler blowdown
2.Optimize deaerator vent rate
3.Repair steam leaks
4.Minimize vented steam
5.Implement effective steam trap maintenance program
Process Heating Systems
1.Minimize air leakage into the furnace by sealing openings
2.Maintain proper, slightly positive furnace pressure
3.Reduce weight of or eliminate material handling fixtures
4.Modify the furnace system or use a separate heating system to recover furnace exhaust gas heat
5.Recover part of the furnace exhaust heat for use in lower-temperature processes
Total Quality Management (TQM)
TQM is a process for managing quality. TQM is often associated with the phrase - “doing the right things right, first time”. The rejections or failing to meet specifications also involves energy loss, for example, a casting produced with blow holes has to be scraped and which involves considerable energy. Hence TQM can complement an energy management program. The implementation of TQM must involve the followings:
1.Involvement of all, from worker to top executive
2.Management commitment must be evidently demonstrative.
3.Document what you do; then do what you had documented
4.Effective strategic planning and information management must be introduced.
5.Mission and Vision statement must be written and displayed every-where. These must be the guiding rules to all employees.
6.People satisfaction should be the first priority. A satisfied person is motivated to do work in a better way.
7.Identification of problem should be the way of life, so that problem-solving may be undertaken as a route of continuous improvement.
8.Long-term needs, rather than short-term needs must be given more emphasis to derive major benefits.
9.All employees should be committed to adhere to systems and procedures so that a quality culture is a regular affair.
Motivational scheme, regular training and educational scheme should be regular affair to sustain interest in TQM endeavour.
ISO 50001:2011 — Energy Management System (EnMS)
ISO 50001 is based on the management system model of continual improvement which is also used for other well-known standards such as ISO 9001 or ISO 14001. This makes it easier for organizations to integrate energy management into their overall efforts to improve quality and environmental management.
ISO 50001:2011 provides a framework of requirements for organizations to:
¢ Develop a policy for more efficient use of energy
¢ Fix targets and objectives to meet the policy _ Buannesintionendacpantinnatenarsy
¢ Use data to better understand and make decisions about energy use
¢ Measure the results
¢ Review how well the policy works, and
¢ Continually improve energy management.



-------------------
Chapter 7
Comments